
 東莞市廣增大機(jī)械有限公司
東莞市廣增大機(jī)械有限公司 1、機(jī)器頭板及模具澆口套與噴嘴貼緊(有的機(jī)器沒有這個(gè)程序);
2、合攏模具。
3、在壓射沖頭處于圖中的位置時(shí),金屬液從側(cè)面的孑L口進(jìn)入澆壺內(nèi)的各個(gè)空間,流入后,鵝頸通道6內(nèi)的液面與熔爐內(nèi)的液面平齊。
4、壓射沖頭以較慢的壓射速度向下移動,至封住側(cè)孔。

5、壓射沖頭高速壓射推送金屬液,經(jīng)過鵝頸通道6、噴嘴5、模具的直澆道4、分流器3,從內(nèi)澆口2填充進(jìn)入模具型腔,隨后便凝固成為壓鑄件1。
6、壓射沖頭提升,噴嘴及鵝頸通道內(nèi)的金屬液回流至澆壺內(nèi)。
7、打開模具,壓鑄件和澆口留在動模上,隨即頂出并取出壓鑄件。
8、機(jī)器頭板及模具澆口套離開噴嘴(有的機(jī)器沒有這個(gè)程序X至此完成一次壓鑄循環(huán)。
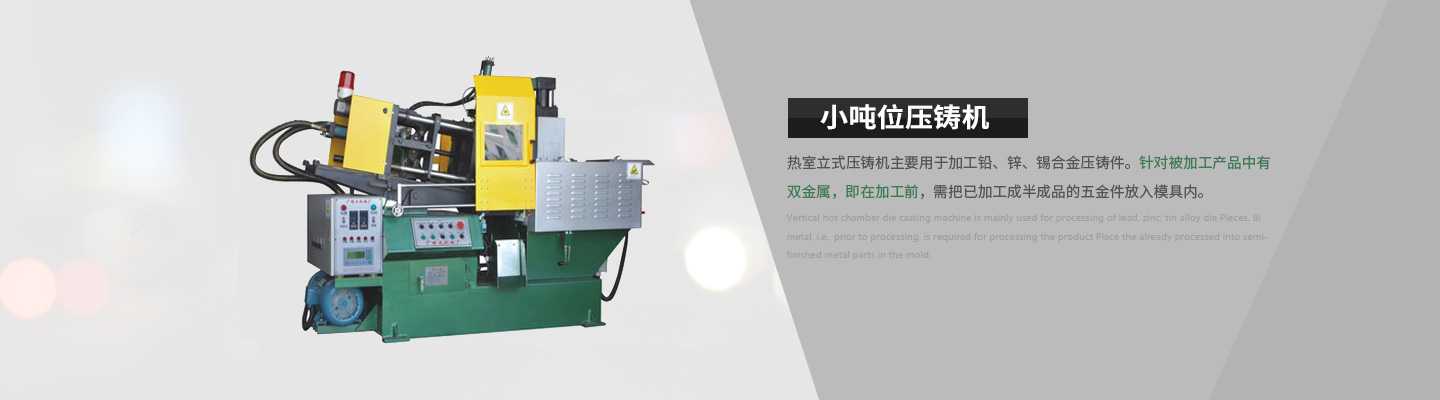
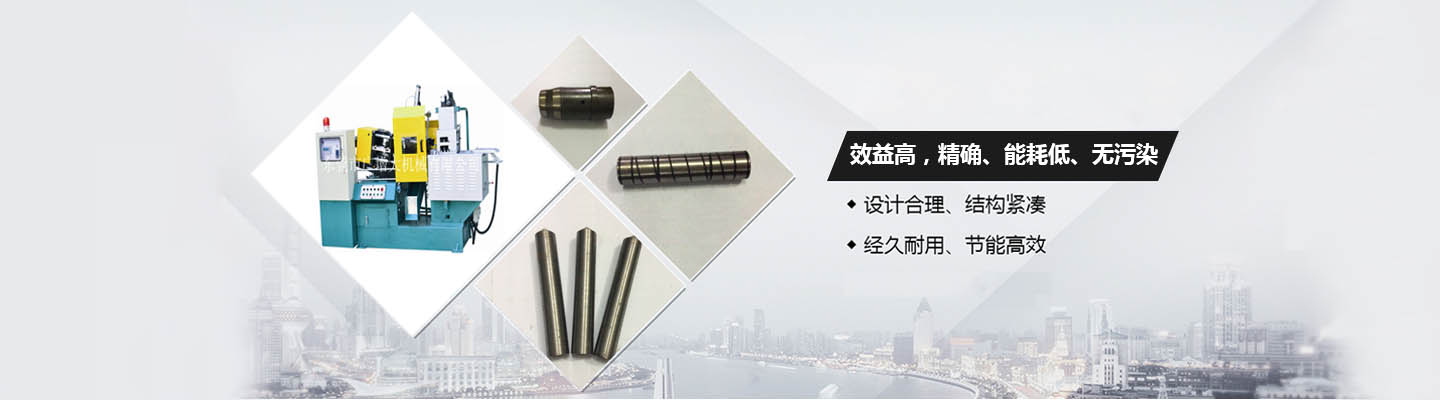
廣增大機(jī)械有限公司專業(yè)為你提供高精密壓鑄機(jī),拉鏈頭壓鑄機(jī),低溫合金壓鑄機(jī),立式壓鑄機(jī),電子產(chǎn)品壓鑄機(jī),為你提供各種壓鑄機(jī)設(shè)計(jì)生產(chǎn),聯(lián)系電話400-0769-033